
Оптический патч корд изготовление
Когда слышишь ?оптический патч корд изготовление?, многие сразу представляют что-то вроде автоматизированной линии, где волокна сами заправляются в коннекторы. На деле же, особенно в России под заказ или для специфичных проектов, это часто ручная или полуавтоматическая работа, где опыт сборщика и контроль на каждом этапе решают всё. Говорят о ?высоких стандартах?, но на практике ключевое — это не допустить микротрещины в зоне феррула при crimping'е и правильно подобрать буфер трубки под условия монтажа. Вот об этих нюансах, которые в каталогах не пишут, и хочется сказать.
Сырьё и первое заблуждение: ?всё волокно одинаковое?
Начинаешь с выбора волокна. И здесь первый камень преткновения — многие заказчики, особенно из сферы монтажа локальных сетей, считают, что раз SM или MM, то разницы между производителями нет. Это опасное упрощение. Да, параметры затухания могут быть в норме, но, например, геометрия сердцевины и покрытия влияет на repeatability показателей при серийном изготовлении патч-кордов. Мы как-то взяли партию одного азиатского волокна, вроде бы дешевле, а при тестировании на рефлектометре после обжима коннекторов получили разброс возвратных потерь. Пришлось перебирать партию и усиливать контроль на этапе полировки.
Коннекторы — отдельная история. Казалось бы, LC/UPC — он и в Африке LC/UPC. Но качество керамического феррула, точность его фиксации в корпусе, состав эпоксидного клея (если используется) — всё это определяет срок службы. Часто экономят на этом, а потом удивляются, почему через полгода в кроссовой стойке начинают ?плавать? показатели. У нас в работе были и коннекторы от японских брендов, и более доступные, но проверенные поставщики. Для стандартных задач, вроде оснащения стоек в ЦОД, часто используем надежные серии, которые поставляет, например, OOO Ханчжоу Хэнгу Технолоджи — у них в ассортименте есть и муфты оптические кроссовые, и стойки, так что по комплектующим для инфраструктуры можно получить согласованный набор, что упрощает логистику.
И буферные трубки, и разгрузки кабеля (boot) — кажутся мелочью. Но попробуй сделать патч-корд для уличного шкафа, где будет перепад температур и возможна вибрация. Обычная ПВХ-разгрузка может потрескаться, а слишком жесткая буферная трубка передаст нагрузку на волокно. Подбирали материалы под конкретный проект для телеком-оператора, пришлось тестировать несколько вариантов, вплоть до заказа образцов у производителей пластиковых изделий. Это та самая ?подводная? часть работы, которую в спецификации не опишешь.
Процесс: где рука мастера важнее робота
Стриппинг — снятие оболочки. Казалось бы, простейшая операция. Но если пережать или сделать надрез не на том угле, можно создать микронапряжение в волокне, которое проявится позже. У нас в цеху висит памятка по калибру стрипперов под разные диаметры буфера — банально, но сколько проблем из-за этого было на заре.
Зачистка покрытия (coating) и очистка. Используем безспиртовые салфетки высокой чистоты. Раньше пробовали экономить на этом — результат был плачевный: частички ворса или пыль на волокне перед введением в феррул гарантированно дают высокие вносимые потери. Теперь это табу. Каждый сборщик знает, что после очистки волокно нельзя трогать пальцами или класть на неочищенную поверхность.
Введение в коннектор и фиксация. Тут два основных метода: эпоксидный клей с УФ-отверждением и безэпоксидный, механический. Для штучного или мелкосерийного изготовления оптических патч кордов часто предпочитаем механический — быстрее, нет ?грязи? от клея. Но! Требуется идеальная подготовка торца волокна. Автоматический полировщик — наше всё. Но и его надо регулярно калибровать, менять абразивные пленки. Был случай, когда новый сотрудник забыл сменить пленку после крупной партии, и целая серия кордов ушла с шероховатым торцом. Пришлось отзывать и переделывать. Дорогой урок.
Тестирование: не только ?зелёный свет? на тестере
Базовый тест — это проверка на вносимые потери (IL) и обратные потери (ORL) с помощью сертифицированного источника и измерителя мощности. Но это пассивный тест. Для ответственных линий, особенно длинных, обязательно гоняем рефлектометр (OTDR). Он может показать неоднородность на стыке, микроизгибы, которые обычный тестер не увидит. Кстати, именно OTDR как-то выявил проблему с партией феррулов, у которых была неидеальная геометрия отверстия — визуально и на IL всё было ок, но трасса на рефлектограмме была ?шумной?.
Механические испытания — на растяжение, изгиб, кручение. Делаем выборочно, но для каждой новой партии компонентов или для кордов под особые условия — обязательно. Например, для монтажа в уличные шкафы, которые, к слову, тоже производит OOO Ханчжоу Хэнгу Технолоджи, мы дополнительно проверяем стойкость разгрузки кабеля к многократному изгибу при низких температурах. Их сайт hzhg.ru полезно посмотреть, чтобы понять полный контекст, в котором будет работать патч-корд — от стойки до условий окружающей среды.
Маркировка и упаковка. Кажется, формальность. Но попробуй найти в панели из 48 породов нужный, если они все в одинаковых синих оболочках и с мелкой, стирающейся маркировкой. Мы перешли на термотрансферную печать на самой оболочке и цветовое кодирование под тип волокна или зону применения. Это не влияет на параметры, но сильно экономит время монтажникам на объекте.
Специфичные заказы и неудачи
Был заказ на изготовление патч-кордов нестандартной длины — ровно 1.73 метра, для плотной разводки внутри серверных стоек. Требовалась особая гибкость и малый радиус изгиба. Использовали кабель с облегченным буфером и тонкой оболочкой. Сделали, протестировали — в цеху всё идеально. А на объекте клиент пожаловался, что при укладке в кабельный органайзер некоторые корды показывают рост потерь. Оказалось, монтажники, для красоты, изгибали их с радиусом меньше минимально допустимого, да еще и фиксировали стяжками. Пришлось ехать, проводить ликбез, поставлять дополнительные аксессуары для правильной укладки. Вывод: иногда надо думать не только про изготовление, но и про то, как с изделием будут обращаться дальше.
Другой пример — запрос на армированные патч-корды для промышленного цеха с вибрацией. Стандартные разгрузки не подходили. Сделали вариант с усиленным кевларовым кордом и металлическим наконечником под коннектор. Получилось громоздко, но надёжно. Здесь пригодился опыт компании в области металлоизделий и порошковой покраски — консультировались по стойкости покрытий металлических элементов к агрессивной среде.
А были и провалы. Пытались как-то наладить изготовление сверхкомпактных патч-кордов с коннекторами типа MTP для высокоплотных систем. Не хватило тогда опыта в прецизионной сборке такого многожильного ?пирога?. Полировка торца 12 волокон разом требовала оборудования и навыков другого уровня. Отказались, сосредоточились на синглах и дуплексах. Честно признались заказчику, посоветовали другого специалиста. В этом бизнесе важнее репутация, чем попытка взяться за всё.
Мысли вслух о рынке и будущем
Сейчас много говорят о заводской готовности, мол, проще купить готовые корды в коробках. Для массовых проектов — да. Но всегда останется ниша под изготовление на заказ: нестандартные длины, цветовые схемы, специфичные коннекторы (например, для старого оборудования), гибридные сборки. Это не конвейер, это штучная работа.
Вижу, как растёт спрос на патч-корды для ВОЛС в составе комплексных решений. Клиенту удобно, когда один подрядчик отвечает и за стойки, и за муфты, и за кабельную продукцию. Поэтому сотрудничество с производителями инфраструктуры, такими как OOO Ханчжоу Хэнгу Технолоджи, которые охватывают и производство муфт, и стоек, и даже логистику, выглядит логичным. Ты понимаешь весь цикл и можешь предложить клиенту согласованное решение, а не набор разрозненных компонентов.
Что дальше? Наверное, больше автоматизации в контроле качества. Но ручные операции, особенно для сложных заказов, никуда не денутся. Главное — не гнаться за объёмом в ущерб качеству и помнить, что даже в таком, казалось бы, простом изделии, как оптический патч-корд, мелочей не бывает. Каждый этап изготовления — это потенциальная точка отказа, и только скрупулёзность и опыт позволяют этой точки избежать.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Оптоволоконный шкаф с перекрестной коммутацией
Оптоволоконный шкаф с перекрестной коммутацией -
 Оконечная оптическая коробка для стоечного монтажа
Оконечная оптическая коробка для стоечного монтажа -
 Уличный комплексный шкаф
Уличный комплексный шкаф -
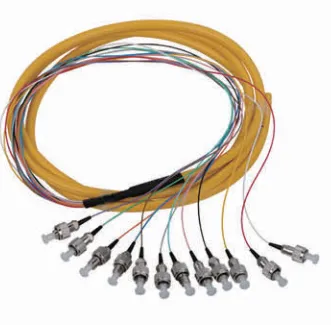 Массовые хвостовые кабели SC/UPC-1.5М-0.9-12D
Массовые хвостовые кабели SC/UPC-1.5М-0.9-12D -
 Оптическая распределительная рама
Оптическая распределительная рама -
 Патч-корды
Патч-корды -
 Сетевая стойка
Сетевая стойка -
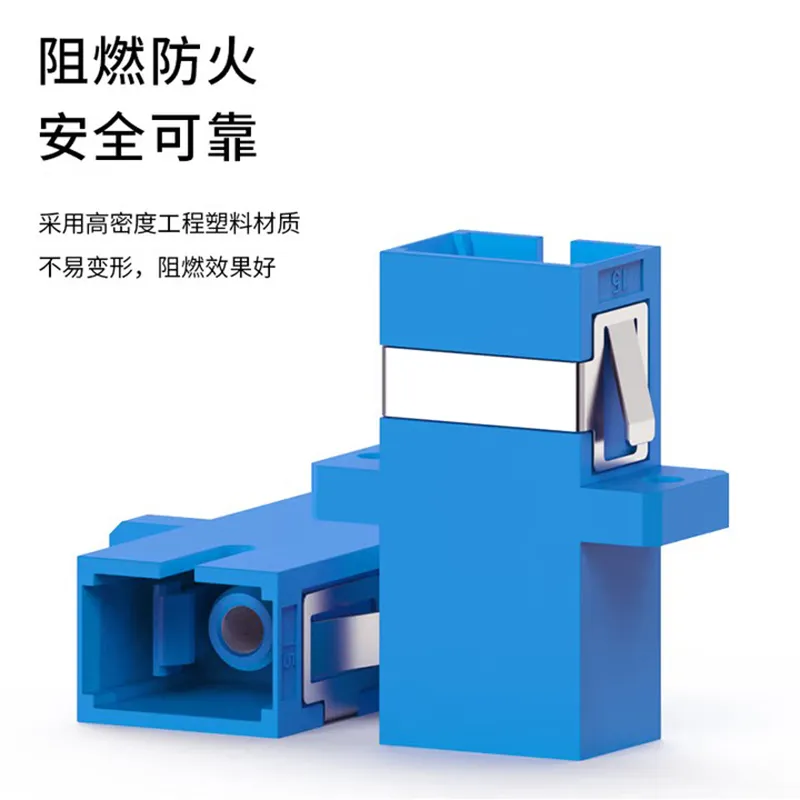 Волоконно-оптический адаптер
Волоконно-оптический адаптер -
 Термоусадочная трубка
Термоусадочная трубка -
 Распределительная рама оптического волокна ODF
Распределительная рама оптического волокна ODF -
 Муфта проходная оптическая
Муфта проходная оптическая







