
Полировка оптических патч кордов
Вот о чём статья: личный опыт и частые ошибки при полировке коннекторов патч-кордов, от выбора ферулы до контроля под микроскопом. Без воды, только практика.
Почему ?идеальный? угол — не всегда панацея
Все говорят про APC под 8 градусов, UPC под 0. Кажется, выдержал угол — и потерями можно пренебречь. На деле же, особенно с бюджетными керамическими ферулами, геометрия самой втулки бывает неидеальной. Ставишь коннектор в полировальный патрон, а он уже с микронным перекосом. Полируешь потом до блеска — а на микроскопе видно, что контактная поверхность отполирована ровно, но не перпендикулярно оси волокна. Потери растут. Тут не столько угол полировки критичен, сколько соосность всей сборки. Мы как-то партию таких патч-кордов от известного поставщика проверяли — вроде бы и полировка оптических патч кордов по паспорту в норме, а на рефлектометре скачки. Разобрали — геометрия.
Отсюда идёт один из главных практических выводов: дешёвый патч-корд с красивой полировкой может быть хуже, чем дорогой со средними параметрами, но стабильной механикой. Особенно это чувствуется при работе с плотными муфтами, например, от OOO Ханчжоу Хэнгу Технолоджи. У них в линейке есть муфты оптические кроссовые, которые очень требовательны к качеству торца коннектора. Минимальный перекос — и уже недожатие, отражения. На их сайте https://www.hzhg.ru видно, что компания делает упор на комплексные решения — от стоек до покраски. Но для нас, монтажников, важно, что их кроссовое оборудование часто имеет жёсткие направляющие в портах. И если коннектор не идеально ровный, его просто тяжело воткнуть до щелчка, начинаешь давить — а это риск для волокна.
Поэтому наш цех давно перестал смотреть только на сертификаты к полировальным материалам. Первый тест — это вкрутить коннектор в эталонный адаптер и почувствовать руками: входит ли плавно, без малейшего заедания. Если есть ?шероховатость? в ходе, даже едва заметная, — это уже потенциальная проблема для полировка оптических патч кордов. Часто виновата не сама полировка, а фиксация ферулы в корпусе коннектора.
Бумага, алмаз, плёнка: что и когда реально работает
В теории всё просто: грубая шлифовка, потом тонкая, потом полировка на войлочном диске с пастой. В реальности — куча нюансов. Например, алмазные диски для предварительной заточки. Берёшь диск на 12 мкм, думаешь, быстро снимешь дефект. Но если пережать патрон или немного передержать, на феруле появляется микротрещина по кромке. Её сразу не увидишь, но при термоциклировании или просто вибрации в уличных шкафах эта трещина может ?расти?. Итог — внезапный рост потерь через полгода эксплуатации.
Мы перешли на более щадящий метод: даже для сильных сколов используем сначала ручную заточку на влажной шкурке с крупным зерном, но под контролем микроскопа после каждого двух-трёх движений. Да, дольше. Зато риск сколоть керамику минимален. Кстати, о керамике. Сейчас многие переходят на циркониевую. Говорят, полируется лучше. По нашему опыту — да, поверхность получается действительно более однородной, но и стоимость патч-корда растёт. Для магистральных линий или ответственных соединений в серверных и сетевых стойках это оправдано. А для кросса в пределах этажа? Порой дешевле взять обычный патч-корд от проверенного производителя, но с хорошим контролем на входе.
И вот здесь полезно посмотреть на ассортимент компании OOO Ханчжоу Хэнгу Технолоджи. Они, судя по описанию, занимаются не только производством, но и порошковой покраской, металлоизделиями. Это наводит на мысль о серьёзном собственном механическом производстве. Для нас это косвенный признак: если компания держит под контролем металлообработку для стоек и шкафов, то, вероятно, и к точности фитингов для оптики может быть более строгий подход. Хотя, конечно, нужно смотреть конкретные образцы.
Контроль под микроскопом: картинка против цифр
Каждый знает, что смотреть надо под 200-400 крат. Но мало кто говорит, что идеально чистый торец под микроскопом — ещё не гарантия низких потерь. Видел я такие патч-корды — картинка безупречная, ни царапинки, а при измерении вносимые потери на грани допуска. Почему? Всё дело в фантомных отражениях от невидимых глазу микронеровностей в объёме полимерного покрытия волокна прямо у торца. Полировка-то ферулы хорошая, а волокно в ней ?играет? на микрон.
Поэтому мы всегда комбинируем контроль: сначала визуальный под микроскопом (обязательно с подсветкой под разными углами), затем — проверка на рефлектометре с записью кривой. И только если оба теста в норме, патч-корд идёт в работу. Особенно это важно для линий, где используются оптические распределительные рамы с высокой плотностью портов. Там и нагрев может быть, и физическое напряжение на кабель. Некачественный торец быстро себя проявит.
Кстати, о плотности. Современные рамы, вроде тех, что предлагаются на hzhg.ru, требуют патч-кордов с узкими, обжатыми защитными колпачками. И вот при полировке ?в полевых условиях?, когда нужно быстро переделать коннектор прямо на объекте, часто забывают, что после полировки нужно тщательно очистить торец от пасты. Одна микроскопическая крупинка алмазной пыли, оставшаяся под колпачком, — и при подключении/отключении она царапает идеально отполированную поверхность соседнего порта. Мелочь, а приводит к порче дорогого оборудования.
Полевые условия и типичные косяки
В идеальной лаборатории с кондиционером и виброизолированным столом всё получается. Но чаще всего полировать или переполировать коннектор приходится в тесной аппаратной, на коленке, под светом фонарика. Главный враг здесь — пыль. Не та, что видима глазу, а взвесь в воздухе. Даже за минуту, пока ты снимаешь старый коннектор с полировального станка и ставишь новый, на липкий полировальный диск садится несколько частиц. И они впечатываются в следующий торец.
Выработали правило: в полевых условиях используем только одноразовые полировальные плёнки с липким слоем. Да, дороже. Но дешевле, чем потом переделывать всю сварку в муфте из-за одного плохого соединения. К слову о муфтах. При монтаже комплексных распределительных коробок для широкополосного доступа часто требуется на месте изготовить короткие пигтейлы. И вот тут без полировки не обойтись. Самая частая ошибка новичков — экономия на финишном этапе. Отполировал, протёр спиртом, посмотрел — вроде чисто. И сразу вваривает. А спирт мог оставить разводы, которые дают рассеяние. Нужно использовать специальные безворсовые салфетки и очистители, выпаривающиеся без остатка.
И ещё момент про автомобильные перевозки, который упомянут в описании OOO Ханчжоу Хэнгу Технолоджи. Готовые патч-корды, особенно длинные, часто поставляются в бухтах. Если при транспортировке бухту бросили или на неё что-то положили, может возникнуть микроизгиб прямо возле коннектора. Это невидимое напряжение потом разряжается уже после монтажа — коннектор немного ?играет? в адаптере. И даже идеальная полировка оптических патч кордов не спасёт от плавающих потерь. Поэтому при приёмке всегда проверяем не только торцы, но и механическую целостность возле разъёма.
Вместо заключения: о чём стоит думать в первую очередь
Итак, если резюмировать разрозненные мысли. Качество полировки патч-корда — это не отдельная операция, а итог контроля на всех этапах: от качества исходных компонентов (ферула, керамика, обжимной механизм) до условий монтажа и транспортировки. Гнаться за сверхнизкими потерями (типа 0.08 дБ вместо 0.12 дБ) для рядовых приложений часто бессмысленно, если при этом страдает повторяемость и механическая стабильность соединения.
Выбирая оборудование и комплектующие, будь то муфты, рамы или сами патч-корды, стоит смотреть на производителей с полным циклом, кто контролирует и металл, и покраску, и сборку. Как, например, OOO Ханчжоу Хэнгу Технолоджи. Это не гарантия, но повышает шансы на то, что к оптической точности тоже будет системный подход. Их сайт https://www.hzhg.ru показывает широкий спектр, а это часто значит, что продукты должны хорошо стыковаться друг с другом.
В конечном счёте, лучший тест для полировки — это время и эксплуатация в реальных условиях, в тех же уличных шкафах или плотных серверных стойках. Можно сделать идеальный торец, но если сборка коннектора хлипкая, через полгода активного переподключения потери вырастут. Поэтому сейчас мы больше внимания уделяем не столько блеску под микроскопом, сколько общему качеству изготовления всего патч-корда в сборе. И, как ни странно, это часто даёт более стабильный результат в долгосрочной перспективе.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Муфта проходная оптическая
Муфта проходная оптическая -
 Термоусадочная трубка
Термоусадочная трубка -
 Уличный комплексный шкаф
Уличный комплексный шкаф -
 Патч-корды
Патч-корды -
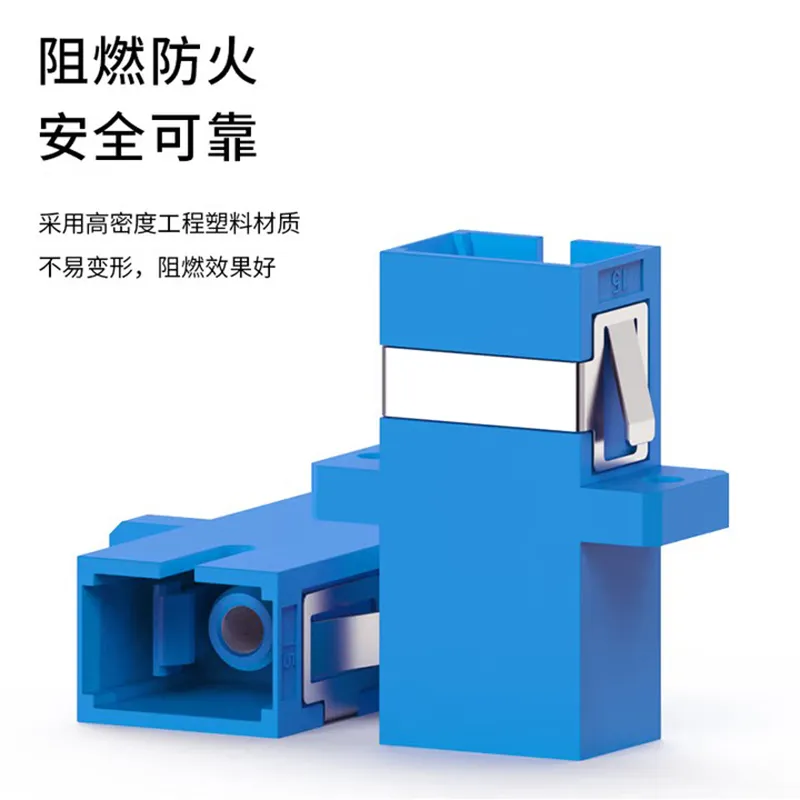 Волоконно-оптический адаптер
Волоконно-оптический адаптер -
 Оптоволоконный шкаф с перекрестной коммутацией
Оптоволоконный шкаф с перекрестной коммутацией -
 Оптическая распределительная рама
Оптическая распределительная рама -
 Сетевая стойка
Сетевая стойка -
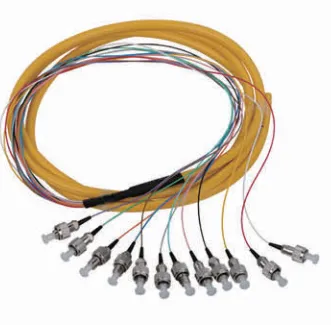 Массовые хвостовые кабели SC/UPC-1.5М-0.9-12D
Массовые хвостовые кабели SC/UPC-1.5М-0.9-12D -
 Распределительная рама оптического волокна ODF
Распределительная рама оптического волокна ODF -
 Оконечная оптическая коробка для стоечного монтажа
Оконечная оптическая коробка для стоечного монтажа







