
Сборка патч корда
Многие думают, что собрать патч-корд — дело пяти минут: обжал коннектор на кабеле, и готово. На практике же, если нужна стабильная работа в магистральном канале или даже в стойке с активным оборудованием, мелочей не бывает. Я сам через это проходил, когда только начинал работать с сетевым железом. Сейчас, глядя на продукцию, которую мы поставляем через OOO Ханчжоу Хэнгу Технолоджи, понимаешь, что за кажущейся простотой скрывается целая технологическая дисциплина.
С чего все начинается: кабель и коннектор
Первое и самое важное — это совместимость материалов. Берёшь, допустим, кабель UTP Cat5e от одного производителя и коннекторы RJ-45 от другого. Вроде стандарт один, но пластик разный, толщина жилы может отличаться на сотые миллиметра. И вот при обжиме контактные ножи не прорезают изоляцию до конца, или наоборот, перерезают жилу. Получается нестабильное соединение, которое будет ?сыпать? ошибками под нагрузкой. У нас на складах OOO Ханчжоу Хэнгу Технолоджи всегда стараются держать кабель и коннекторы от проверенных партнёров, чтобы минимизировать этот риск, но на объекте-то часто что под руку попало, то и используется.
Второй момент — сам кабель. Бывает, привозят бухту, которая хранилась неправильно, перекручена или перегнута. Внутренняя структура пар нарушается, возвратная потеря потом зашкаливает. Перед сборкой патч корда я всегда стараюсь отмотать пару метров и посмотреть на скрутку — она должна быть равномерной. Если видишь, что пара расплетается слишком легко, уже готовься к потенциальным проблемам с NEXT (переходным затуханием).
И коннекторы. Казалось бы, мелочь. Но есть коннекторы с направляющими канавками для жил, а есть без них. Для новичка первые — спасение, они не дают перепутать порядок проводов при заправке. Но даже с ними можно ошибиться, если не контролировать, чтобы каждая жила дошла до конца, до самого кончика ножа. Я в начале карьеры испортил таким образом пару десятков штук, пока рука не набилась.
Инструмент: на чем нельзя экономить
Главный враг качественного патч-корда — дешёвый обжимной инструмент. Купил однажды на рынке ?универсальный? кримпер. И вроде щёлк — коннектор обжат. Но при тесте кабельным анализатором, например, от Fluke, оказывается, что некоторые контакты недожаты, а некоторые пережаты так, что деформировали изоляцию жилы. Проблема в том, что матрицы такого инструмента неточно калиброваны под толщину конкретного коннектора.
Сейчас я использую только инструмент с храповым механизмом. Он не даёт разжать рукоятки, пока полный цикл обжима не завершён. Это страхует от ?недожа?. Кстати, про стрипперы для снятия изоляции. Тут важно выбрать лезвие с регулировкой глубины, особенно для работы с многожильным кабелем, который часто используется в патч-кордах для гибкости. Срежешь лишнее — повредишь экран (если он есть) или даже жилы.
И да, про тестеры. После сборки партии патч-кордов для монтажа стойки в одном из ЦОДов мы проверяли их простым ?прозвонком?. Всё работало. Но когда подключили оборудование, на некоторых линках была высокая ошибка. Оказалось, проблема в перекрёстных наводках, которые простой тестер на continuity не ловит. С тех пор для ответственных проектов всегда гоняю через анализатор, способный замерять параметры по всем категориям, вплоть до Cat6A.
Технология обжима: T568A или T568B?
Это, наверное, самый частый вопрос от новичков. В России и большинстве стран СНГ де-факто стандартом стала схема T568B. Зелёная пара меняется местами с оранжевой. Почему так — исторически сложилось. Главное правило — внутри одного проекта быть последовательным. У нас был курьёзный случай: один монтажник в серверной обжимал по ?A?, а другой, в коммутационном шкафу на этаже — по ?B?. Потом полдня искали, почему линк не поднимается, хотя кабель прозванивается. Переобжали — всё заработало.
Сама процедура заправки жил в коннектор — это медитативный процесс. Нужно ровно отрезать конец кабеля, аккуратно снять внешнюю оболочку ровно на 2-2.5 см, расплести пары, выровнять жилы в нужном порядке до миллиметра, подрезать их ровно, чтобы торчали не больше 1 см, и только потом аккуратно вставлять в коннектор, следя, чтобы каждая жила зашла в свой канал. Внешняя оболочка должна зайти под фиксирующий зажим коннектора, это даёт механическую прочность. Если оболочка не зафиксирована, то при любом рывке нагрузка пойдёт на контакты, и они со временем разболтаются.
Есть ещё нюанс с экранированными кабелями (FTP, S/FTP). Тут нужно не забыть подготовить дренажный проводник и экранирующую оплётку, чтобы обеспечить контакт с металлическим кожухом экранированного коннектора. Иначе весь смысл экрана теряется. Для таких работ нужны специальные коннекторы и, часто, иной инструмент.
Где это всё применяется и почему важно
Казалось бы, в эпоху Wi-Fi и оптики, кому нужны эти медные патч-корды? А нужны они везде. От кроссовой в подвале жилого дома, где стоит комплексная распределительная коробка для широкополосного доступа, до серверной стойки в дата-центре. Именно патч-корд — это последний метр, соединяющий статичную инфраструктуру (те же оптические распределительные рамы или сетевые стойки, которые, кстати, есть в ассортименте OOO Ханчжоу Хэнгу Технолоджи) с конечным устройством.
В уличных шкафах, которые мы тоже поставляем, условия жёстче: перепады температуры, влажность. Некачественно собранный патч-корд там может привести к окислению контактов и потере связи. Поэтому для таких задач мы иногда рекомендуем использовать готовые фабричные корды с литыми коннекторами, где обжим происходит в заводских условиях. Но часто на объекте нужна нестандартная длина, и без ручной сборки не обойтись.
И вот здесь выходит на первый план надёжность. Один плохой патч-корд в патч-панели может создать помехи на соседние порты. Мы как-то разбирали инцидент в небольшой сети, где периодически ?падала? гигабитная линк. После долгих поисков виновником оказался самодельный патч-корд, который кто-то принёс с собой и воткнул в коммутатор. Он вроде работал на 100 Мбит, но при попытке поднять гигабит создавал такие наводки, что соседние порты сбрасывали скорость.
Производственный опыт и выводы
Работая с продукцией и наблюдая за процессом на производстве наших партнёров, в том числе и через OOO Ханчжоу Хэнгу Технолоджи, видишь, как автоматизирована сборка патч корда для массового рынка. Автоматы точно отмеряют длину, снимают изоляцию, раскладывают жилы и обжимают. Человек только контролирует параметры и загружает материалы. Это даёт высочайшую повторяемость и качество.
Но для штучных, нестандартных задач — кастомная длина, нестандартные цвета маркировки, специфические типы кабеля — без ручной работы не обойтись. И здесь уже вступает в силу опыт и понимание физики процесса. Нужно чувствовать материал, знать, как поведёт себя та или иная жила при обжиме, предвидеть, как патч-корд будет вести себя после укладки в кабельный органайзер.
Так что мой итог прост. Сборка патч корда — это не ?обжать два коннектора?. Это навык, который сочетает знание стандартов, понимание материалов, владение правильным инструментом и, что немаловажно, терпение. Можно сделать сотню кордов, и все они будут работать. Но чтобы они работали стабильно годами, особенно в ответственных сегментах сети, — тут нужен уже не просто монтажник, а своего рода технолог. И такие кадры, как и качественные комплектующие для сборки, всегда в дефиците.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
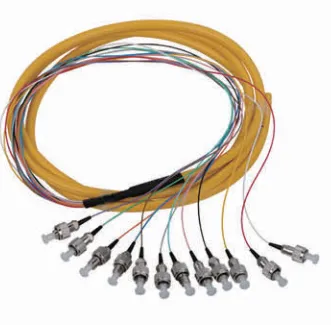 Массовые хвостовые кабели SC/UPC-1.5М-0.9-12D
Массовые хвостовые кабели SC/UPC-1.5М-0.9-12D -
 Термоусадочная трубка
Термоусадочная трубка -
 Муфта проходная оптическая
Муфта проходная оптическая -
 Уличный комплексный шкаф
Уличный комплексный шкаф -
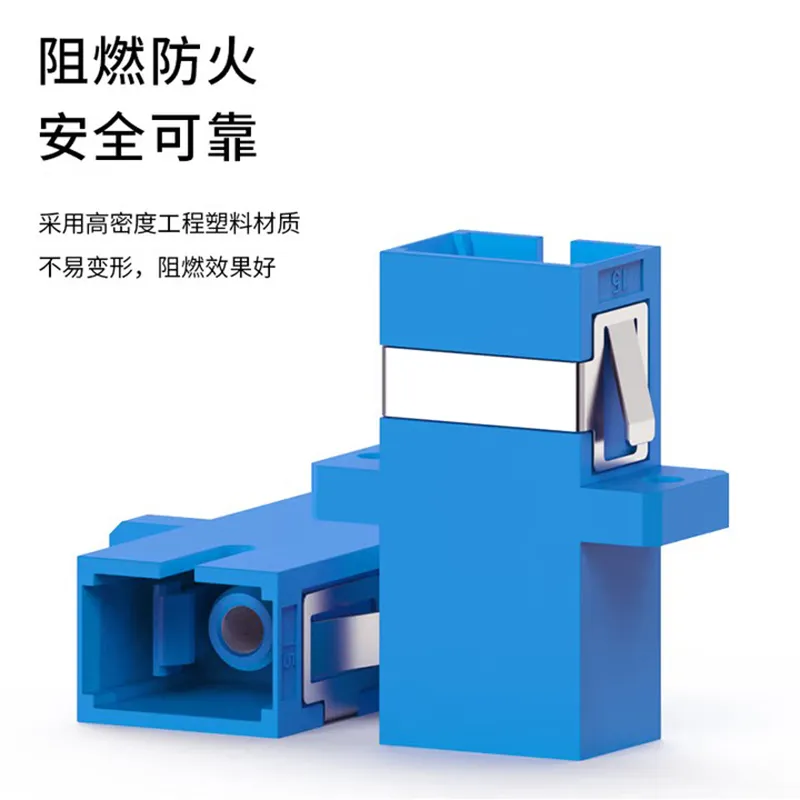 Волоконно-оптический адаптер
Волоконно-оптический адаптер -
 Оптоволоконный шкаф с перекрестной коммутацией
Оптоволоконный шкаф с перекрестной коммутацией -
 Распределительная рама оптического волокна ODF
Распределительная рама оптического волокна ODF -
 Сетевая стойка
Сетевая стойка -
 Оконечная оптическая коробка для стоечного монтажа
Оконечная оптическая коробка для стоечного монтажа -
 Оптическая распределительная рама
Оптическая распределительная рама -
 Патч-корды
Патч-корды







